 Опыт показывает, что поверхность скользит плохо, если она:
Опыт показывает, что поверхность скользит плохо, если она:
- очень гладкая, блестящая, как бы полированная
- оплавлена при обработке высокой температурой и высоким давлением
- оксидированная, сухая в результате хранения без слоя мази
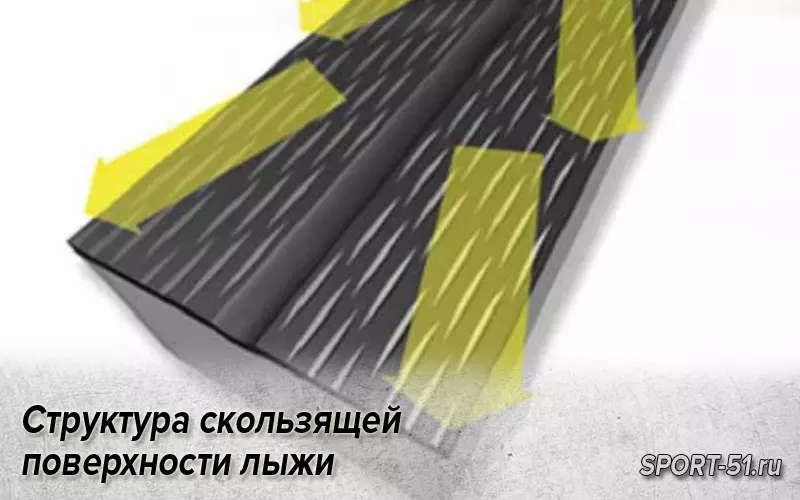
Скольжение можно улучшить, нанеся рисунки на поверхности лыжи. Эти рисунки или линейные текстуры (профили) обычно называются "структурой". Нанесение структуры на скользящую поверхность уменьшает площадь соприкосновения поверхности со снегом, а также "разрывает" поверхностное натяжение пленок воды на поверхности. Обычно наносимые структуры делятся на три основные группы:
- Мелкая структура для условий сухого трения от -15,5 °С и ниже;
- Средняя структура для промежуточного трения от -15,5 °С до 0,5 °С;
- Крупная структура для мокрого трения при 0,5 °С и теплее.
Эти группы структур соотносятся также с типами и размером снежных кристаллов, деформируемостью снега и содержанием свободной воды в снеге.
МЕХАНИЧЕСКАЯ ПОДГОТОВКА СКОЛЬЗЯЩЕЙ ПОВЕРХНОСТИ До того, как воспользоваться новыми лыжами, следует проверить, чтобы у лыж не было фабричных дефектов. Беговые лыжи обычно проходят окончательную подготовку на заводе на станке с абразивной лентой или абразивным камнем. Окончательная обработка обычно проводится один раз перед началом эксплуатации новых лыж и периодически в течение сезона на шлифовальной машине с абразивным камнем, либо вручную, с использованием наждачной шкурки на тканевой основе.
Обработка проводится опытными специалистами в специальных мастерских. Шлифовальная машина может быть настроена по-разному для получения структуры поверхности лыжи, которая соответствует конкретным тенденциям в состоянии снега.
СТРУКТУРА, НАНЕСЕННАЯ ВРУЧНУЮ Превосходные структуры поверхности лыжи могут быть нанесены ручными инструментами.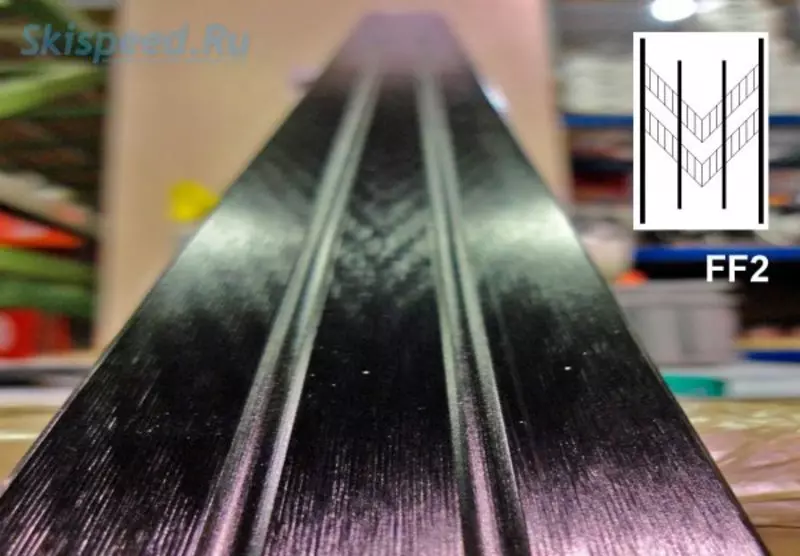 К фабричным дефектам можно, например, отнести нервности скользящего покрытия, которые в дальнейшем трудно будет исправить циклом, различная толщина и, соответственно, жесткость лыж и др.
К фабричным дефектам можно, например, отнести нервности скользящего покрытия, которые в дальнейшем трудно будет исправить циклом, различная толщина и, соответственно, жесткость лыж и др.
Наиболее употребительный инструмент для нанесения структуры на беговые лыжи - накатка наподобие Swix (Т401).Этот инструмент может формировать структуры от тонких до очень крупных (0,25 мм, 0,75 мм, 1,0 мм, 2,0 мм и 3,0 мм). Инструмент проводится от носка к пятке лыжи с плотным, постоянным нажимом. Лыжа должна иметь опору по всей своей длине, если возможно, с использованием профильного станка наподобие Swix Т79.
Комбинации типов структур можно получить накаткой одной структуры на другую. После накатки структуры на поверхность острым стальным скребком или бритвенным скребком слегка сравняйте верхушки накатанных на поверхности бороздок. Также пройдите несколько раз вдоль лыжи фибертексом (Т265) для "скругления" острых кромок бороздок.
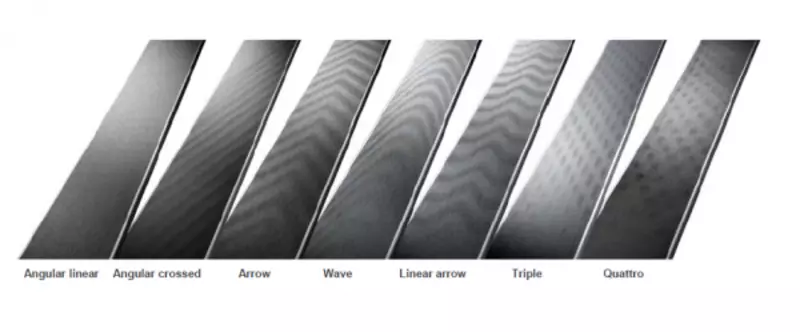
СТРУКТУРА, НАНЕСЕННАЯ ШЛИФОВАЛЬНОЙ МАШИНОЙ Шлифовальная машина может создавать разнообразные рисунки скользящей поверхности. Шлифовка осуществляется, как известно, прохождением поверхности лыжи над быстро вращающимся абразивным камнем. Форма рабочей поверхности камня поддерживается снятием неровностей движущейся поперек рабочей поверхности алмазной заправочной головкой. Такая заправка не только поддерживает плоскую форму рабочей поверхности, но и создает на камне рисунок, который, в свою очередь, создаст структуру на поверхности лыжи.
Скорость движения заправочной головки, скорость вращения абразивного камня, сила, с которой лыжу проводят над камнем - вот факторы, создающие желаемый рисунок на поверхности лыжи. В общем, более высокая поперечная скорость алмазной головки при заправке создаст более крупные структуры. Для более тонкой структуры эту скорость надо снизить.
{banner_m-001}
В общем, структуры, созданные шлифовальной машиной, определяются как "кусочно-линейные".
Технология обработки лыж на специальной шлифовальной машине пришла в лыжные гонки из горнолыжного спорта, где поверхность лыж изнашивается очень быстро, а циклевать горные лыжи практически невозможно по причине наличия у горных лыж металлических кантов. При шлифовке на машине снимается одинаковое количество материала и с металлических кантов, и с пластика поверхности.
Возможности применения шлифовки наждачным камнем в промышленных масштабах привели к тому, что производители гоночных лыж стали использовать шлифовку камнем для доводки скользящей поверхности производимых лыж. На сегодняшний день все западные фабрики -производители «равнинных» лыж - используют шлифовку камнем не только для элитных лыж, нс и для прогулочных - такова конкуренция.
Кроме того, все мало-мальски серьезные магазины или пункты проката стали обзаводиться машинами для каменной шлифовки. Машины последнего поколения уже приспособлены для более «нежной» работы с гоночными лыжами. Таким образом, шлифовка наждачным камнем стала неотъемлемой частью индустрии гоночных лыж.
Что же представляет собой этот метод?
 Схематично машина состоит из вращающегося наждачного камня большого диаметра, на который лыжа подается с равномерной скоростью расположенным сверху наждачного камня подпружиненным резиновым роликом. Наждачный камень вращается навстречу движению лыжи и снимает определенный слой пластика скользящей поверхности под струями охлаждающей и связывающей пыль волы.
Схематично машина состоит из вращающегося наждачного камня большого диаметра, на который лыжа подается с равномерной скоростью расположенным сверху наждачного камня подпружиненным резиновым роликом. Наждачный камень вращается навстречу движению лыжи и снимает определенный слой пластика скользящей поверхности под струями охлаждающей и связывающей пыль волы.
На наждачном камне нанесены бороздки, которые при шлифовке переносятся на скользящую поверхность лыжи и образуют те или иные «структуры».
Наждачный камень высокого качества состоит из специальных острых минеральных кристаллов. При работе кристаллы выхолащиваются, и рисунок на камне время от времени должен освежаться. Рисунок на камне наносится алмазным резцом, равномерно двигающимся вдоль образующей цилиндрического камня. Скорость вращения камня и скорость подачи резца определяют параметры получаемого рисунка.
Когда резец движется медленно, на камне образуется мелкий рисунок, который наносит на лыжу мелкую структуру, более подходящую на новый мелкозернистый снег. Чем быстрее двигается резец, тем крупнее будет рисунок на камне и соответственно структура на лыже. Такая структура больше подойдет на грубый, мокрый, старый снег и лед.
При движении алмазного резца в обе стороны вдоль поверхности шлифовального камня при нанесении на камень рисунка можно достичь решетчатой структуры на лыже. Если резец будет наносить рисунок лишь при движении в одну сторону, создадутся линейные структуры.
Раньше фабрики завершали цикл производства гоночных лыж шлифовкой наждачной лентой-«шкуркой» в виде замкнутых лент. Этот метод очень хорошо выравнивал поверхность вдоль лыжи, но поверхность оставалась неровной в поперечнике.
 Шлифовка лентой оставляла также очень много ворса на скользящей поверхности лыжи, поэтому скользящая поверхность требовала большой доводки.
Шлифовка лентой оставляла также очень много ворса на скользящей поверхности лыжи, поэтому скользящая поверхность требовала большой доводки.
Бесспорными преимуществами шлифовки камнем являются очень малое количество ворса и ровная скользящая поверхность в поперечнике лыжи. К недостаткам метода относятся: вероятность пережога пластика скользящей поверхности, «волна» на скользящей поверхности, «не та» структура.
На сегодня шлифовка наждачной лентой в производстве лыж является подготовительной операцией перед шлифовкой камнем. Структура на лыжу наносится за несколько проходов. Если наждачный камень вращается слишком быстро или на подающий ролик оказывается слишком высокая вертикальная нагрузка, то пластик скользящей поверхности может быть «пережжен».
Этого, правда, невооруженным глазом не увидишь, но можно определить по быстрому побелению скользящей поверхности лыжи в области пятки ботинка на сухом или «агрессивном» снегу или по тому, что при приплавлении парафинов на лыже остаются «сухие» пятна. Такую лыжу нужно циклевать или опять шлифовать. Качество каменной шлифовки зависит в большой степени от знаний и умений человека, производящего эту работу.
Национальными сборными командами шлифовка камнем используется очень широко, хотя предмет изучен еще достаточно слабо. Дело в том, что воспроизвести ту или иную «победную» структуру со 100-процентной точностью практически невозможно. Камень изнашивается, и меняется его диаметр, состав камня неоднородный, резец тупится, камень вращается с разными скоростями, лыжа подается тоже на разных скоростях и т.д., и т.п.
Например, норвежский олимпийский комитет выделил 300.000 $ на исследование структур и создание лазерного сканера с компьютерным обеспечением, с помощью которого можно будет снимать «слепок» структуры скользящей поверхности. В шутку норвежцы говорят, что, установив его под лыжней, можно будет скопировать структуры, например, у всех стартующих в той или иной гонке Кубка мира.
Лыжники массового спорта готовы платить 40-70 $ за каменную шлифовку, что создает в мире ощутимый рынок таких услуг с оборотом примерно в 25 миллионов долларов в год.
В России машины для каменной шлифовки лыж есть только на некоторых фабриках. К сожалению, весьма в плачевном состоянии. Со временем услуга по каменной шлифовке горных и гоночных лыж появится и в России. Российскому пионеру шлифовки камнем предстоит инвестировать как минимум 10.000 $ в подержанную машину (с проведенным предпродажным сервисом и заменой всех изношенных деталей) или 15-20.000 - в новую.
На наш взгляд, шлифовка камнем скользящей поверхности гоночных лыж не является панацеей при решении проблемы скольжения. Лыжи, правильно подобранные по жесткости и распределению веса гонщика по лыже (профилю весового прогиба), - вот залог успеха. Если лыжа не скользила до шлифовки. Шанс, что она начнет работать после шлифовки, очень мал. Притом, что большинство отечественных лыжников имеет в своем арсенале лишь по 1-2 пары «боевых» лыж, хорошая стальная цикля, риллер-накатка, комплект хороших щеток и пара умелых рук являются неплохой альтернативой каменной шлифовке.
После машинной шлифовки волокон, которые необходимо удалить, остается мало или не остается совсем. Для того чтобы убедиться, взгляните на поверхность через увеличительное стекло. Если после механической шлифовки пройти поверхность бритвенным скребком и затем фибертексом, это поможет удалить самый верхний слой скользящей поверхности, который мог оплавиться при шлифовке.
СНЯТИЕ ВОРСА
 Для оптимального скольжения необходимо полностью освободить полиэтиленовую скользящую поверхность от микроволокон или ворсинок истертого пластика. При обновлении скользящей поверхности любым ручным способом или на станке с абразивной лентой для окончания обработки необходимо дополнительное снятие ворса. Наилучшие результаты дает фибертекс из тонких нейлоновых волокон и абразивных частиц карбида кремния, например, фибертекс Swix Т265.
Для оптимального скольжения необходимо полностью освободить полиэтиленовую скользящую поверхность от микроволокон или ворсинок истертого пластика. При обновлении скользящей поверхности любым ручным способом или на станке с абразивной лентой для окончания обработки необходимо дополнительное снятие ворса. Наилучшие результаты дает фибертекс из тонких нейлоновых волокон и абразивных частиц карбида кремния, например, фибертекс Swix Т265.
Для снятия ворса движения фибертексовой губки могут совершаться в обоих направлениях. Также для того, чтобы поднять больше волокон для последующего удаления фибертексом, пройдите поверхность бронзовой щеткой Swix Т158 несколько раз.
 Можно даже пройти щеткой и фибертексом несколько раз от пятки к носку лыжи для того, чтобы поднять больше микроволокон. Завершите процесс несколькими проходами фибертексом Т266, который содержит более мягкий абразив.
Можно даже пройти щеткой и фибертексом несколько раз от пятки к носку лыжи для того, чтобы поднять больше микроволокон. Завершите процесс несколькими проходами фибертексом Т266, который содержит более мягкий абразив.
Другой - очень эффективный инструмент для снятия полиэтиленовых микроволокон - бритвенный скребок Т89. Легкие скребущие движения им в сочетании с фибертексом Т265 удалят ворс без нарушения рисунка структуры.
Скольжение молено улучшить, нанеся рисунки на поверхности лыжи. Эти рисунки или линейные текстуры (профили) обычно называются "структурой". Нанесение структуры на скользящую поверхность уменьшает площадь соприкосновения поверхности со снегом, а также "разрывает" поверхностное натяжение пленок воды на поверхности. Обычно наносимые структуры делятся на три основные группы:
- Мелкая структура для условий сухого трения от -15,5 °С и ниже;
- Средняя структура для промежуточного трения от -15,5 °С до 0,5 °С;
- Крупная структура для мокрого трения при 0,5 °С и теплее.